



Smedningsproces af spandtænder og adapter





Vi ved alle, at alle investeringsstøbninger består af mange fremstillingsprocedurer. CFS-spandtænder anvender investeringsstøbeteknik, også kaldet tabt voksstøbning, herunder voksmønsterindsprøjtning, træsamling, skalbygning, afvoksning, metalstøbning og andre efterbehandlinger. Den størstefordel ved investeringsstøbninger, at den kan opnå høj størrelsesnøjagtighed, god overfladefinish og støbe alle komplekse legeringer.
Nedenfor er støbeprocesserne for skovltænder i vores støberi i hvert trin:
Trin 1. Design skovltænder i forskellige udseender og dimensioner i henhold til markedets efterspørgsel.

Trin 2. Udstyret med fuldt sæt støbeformbehandlingsudstyr og professionelt teknisk team, kan vi bearbejdeværktøjtil alle former for investeringsstøbning, inklusive skovltænder.

Trin 3. Fremstilling af voksmønster er det første trin i støbningspandtænderVoksmønster bruges til at danne hulrummet i en ildfast skal. For at opnå kvalitets spandtænder med høj størrelsesnøjagtighed og overfladefinish, skal selve voksmodellen have en sådan høj nøjagtighed og overfladefinish. Men hvordan får man et kvalificeret voksmønster? Udover at designe en god form, skal vi stadig vælge et fremragende voksmateriale og en korrekt voksmønsterproces. Fordelene ved voksmodeller fra CFS er lavt smeltepunkt, god overfladefinish og dimensioner, høj styrke og let vægt.

Trin 4. Træmontering er den proces, hvor voksmønstre af spandtænder fastgøres til støbeløbsportsystemet.

Trin 5. Hovedprocedurerne for skalbygning omfatter:
a. Fjern olie fra trækonstruktionen – For at forbedre belægningens befugtningsevne skal vi fjerne overfladeolien fra voksmodellerne.
b. Dypning af trækonstruktionen i den keramiske belægning og sprøjtning af sand på overfladen.
c. Tør og hærd den keramiske plade. Hver gang den keramiske plade påføres, skal den tørres og hærdes.
d. Efter fuldstændig hærdning af den keramiske skal skal voksformen fjernes fra skallen. Denne proces kaldes afvoksning. Der findes mange forskellige opvarmningsmetoder, hvoraf den mest anvendte metode er damp med samme tryk.
e. ristning af keramisk skal

Trin 6. Hæld flydende metallegering for at fylde skallens hulrum.

Trin 7. Rengøring af støbespandens tænder, inklusive fjernelse af skal, støbeindløbssektion, fastgjort ildfast materiale og rengøring efter varmebehandling som f.eks. skæl.

Trin 8. Eftervarmebehandling, vil spandtændernes organisatoriske struktur være ensartet, og slidstyrken vil blive betydeligt forbedret, så levetiden vil forbedres dobbelt så meget som før.
Trin 9. Ved en fuldstændig inspektion af materiale- og mekaniske egenskaber for skovltænder kan vi effektivt forhindre ukvalificerede produkter på markedet.
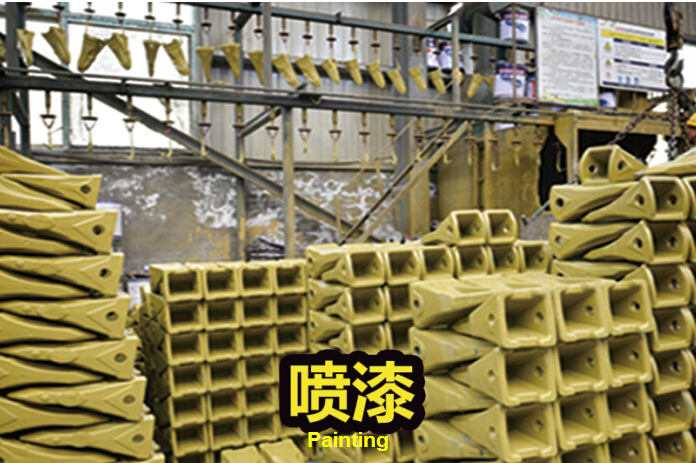
Trin 10. Maling i farver som gul, sort, grøn osv., der passer til forskellige mærker og maskiner.

Trin 11. Pak skovltænderne i en standard trækasse mod skader og lever dem til vores kunde.






